服务化工人 [化海川流] 一键加入
您需要 登录 才可以下载或查看,没有账号?注册
x
催化焚烧方法催化焚烧炉(Catalytic Thermal Oxidizer,Katalytischer Nachverbrennung),德语简称KNV,英语简称CTO或CO。后面称之为CTO,以区别一氧化碳。 从结构上看CTO与TO很相像,区别在于CTO的燃烧室末端有一个催化剂床,也叫触媒床。催化剂可以降低反应物的活化能,提高反应效率,故可以降低反应温度。CTO的燃烧室温度一般为320℃到430°C之间。因为温度降低,所以外部燃料的消耗量会降低,同时燃烧室的尺寸也会减小,投资费用和直接运行费用降低。 但催化剂本身价格较高。在VOC处理中使用的催化剂一般为金属氧化物,如二氧化锰,或贵金属,象铂和钯。贵金属催化剂对毒物(poison,Gift)和堵塞(Fouling,blinding,Verstopfung)的抗拒力强,使用寿命会长一点。 催化剂毒物指的是会使催化剂丧失活性的物质,如卤代物、重金属、硫、磷、砷和硅树脂等。若废气中含有这些毒物,则不能考虑催化法。 在废气中污染物浓度波动比较剧烈的情况下,短期的污染物负荷峰值会导致燃烧室温度骤然升高,过高的温度会导致催化剂失活。 过低的运行温度不仅会导致反应无法发生,还会导致VOC被催化剂吸附。这些被吸附的VOC在温度升高后会脱附出来,有形成爆炸气氛的风险。为了避免这种情况,要 一、对废气进入催化反应区前的温度进行监测,并设定最低温度值,当温度低于这个值时自动切断废气的路径; 二、催化热氧化设备升温过程中使用的气流必须确保不含有可燃烧物质; 三、必须定时检查催化功能,重新确定催化反应要求的温度。 催化反应所要求的温度并不是各种催化剂特有的固定的特征值,而是取决于要处理的物质的种类。同时,随着催化剂的老化、中毒和堵塞,反应温度会被要求逐步提高。 单个催化氧化设备的废气处理量一般在30,000 Nm3/h以下,最高不超过40,000 Nm3/h。CTO的热效率为60% - 70%(借助外部热回用装置);VOC处理效率达99%以上;自热起始浓度为3.5 g/Nm3左右。 将催化焚烧炉做成RTO的结构,在各个陶瓷蓄热填料床的上方铺上一层催化剂就变成了RCO(Regenerative Catalytic Oxidizer,蓄热式催化氧化炉)。 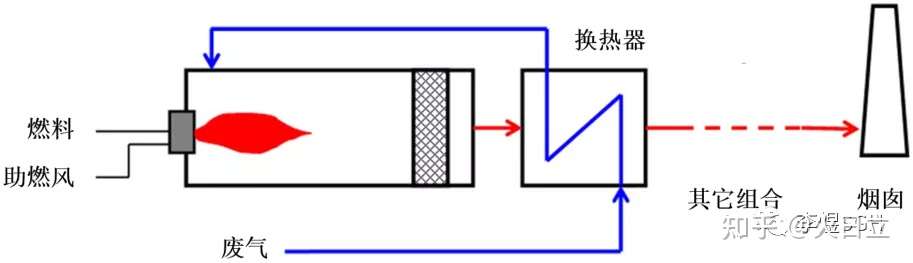 图2-5 催化焚烧法(CTO)原理简图 在德国,20世纪90年代CTO和RCO因为运行成本低的优势扩张非常迅猛,但只过了几年缺点就暴露出来了,慢慢淡出,传统的TO和RTO又回归了主流。总之,选用CTO或者RCO要很谨慎,其应用场合中,废气应该连续、稳定,浓度没有大的波动,不含毒物,颗粒物应低于10mg/m3。
美国环保总局有一篇文献(在网上使用关键词EPA-452/F-03-018可以搜索到)《大气污染控制技术之催化焚烧炉》(Air Pollution Control Technology Fact Sheet - Catalyst Incinerator)中提及:催化焚化炉也用于控制下列工业的污染物的排放(EPA,1992)[16]: - 清漆炊具;
- 铸造核心炉;
- 滤纸加工炉;
- 胶合板单板烘干机;
- 汽油散装装运站;
- 合成有机化学制造业(SOCMI)的工艺通风;
- 橡胶制品和聚合物制造和
- 聚乙烯、聚苯乙烯和聚酯树脂制造。
我建议在这些工业领域可以放心使用CTO,其它工业领域则要三思。
RTO和RCO的比较 美国环保总局另有一篇文献(EPA-452/F-03-021[18]),比较了RTO和RCO,文献题目是《大气污染控制技术之蓄热式焚烧炉》(Air Pollution Control Technology Fact Sheet - RegenerativeIncinerator),部分内容大致翻译如下供参考: 技术类型: 热能氧化或催化氧化破坏工艺 适用污染物: VOC。RCO还可控制CO(一氧化碳)。 可达到的处理效果: RTO典型的设计范围为95~99%,RCO为90~99%。采用贵金属催化剂的RCO可以达到98%的一氧化碳破坏率;RTO系统则达不到这个水平。 典型的工业应用: ......最适合于处理大风量(大于2.4Nm3/s),低浓度(低于1000ppmv)的废气。......需要预处理去除废气中的固体颗粒物和可冷凝物质。对于RCO,基于贵金属(铂或钯)的催化剂可以忍受氯等卤素,但是在废气含有比如颗粒物、硅、砷、磷和重金属等物质的情况下,仍然潜在有中毒的可能性。 废气特征: a 风量: 2.4~ 240 Nm3/s b 温度: RTO一般在760~820℃,最高可达1000℃以达到最高的破坏率;RCO大约400℃。 c 污染物负荷: 进口浓度可以低到100ppmv以下。对于焚烧炉,从安全角度出发,废气中有机物的浓度必须稳定控制在其爆炸下限(LEL)以下,规定采用的安全系数为4,即控制在LEL的25%以下。必要时采用环境空气进行稀释。 d 其它 RCO对固体颗粒和VOC废气条件比较敏感,所以必须要详尽调研废气的特性。 预处理要求: ......相较于RTO,RCO受颗粒物的影响更大。 成本信息:  优点: RTO a 低能耗 b 运行温度高,VOC破坏率高 c 对氯化物相对不敏感 d 一般低NOx排放 RCO a 运行温度低,能耗较RTO低 b 还可以去除CO c NOx比RTO低 缺点: RTO a .投资费用高 b 安装难度大费用高 c 体积大,重 d 动组件维护费用高 RCO 前3项与RTO相同 d 动组件和催化剂监测维护费用高 e 有中毒风险。贵金属催化剂相对稳定。 f 必须先去除颗粒物。 g 更换后的催化剂不可再生,需专门处置 ------ 本文摘自《VOC废气焚烧处理工程漫谈》。此书于2021年11月下旬开始在如下微信公众号中连载:  李煜SGH 李煜SGH
| 















 已绑手机
已绑手机  提升你的主题卡
提升你的主题卡 24小时置顶卡
24小时置顶卡 变色卡
变色卡 千斤顶
千斤顶
