加入五千万化工人社群
您需要 登录 才可以下载或查看,没有账号?注册
x
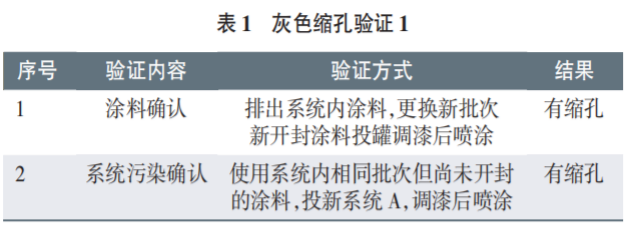
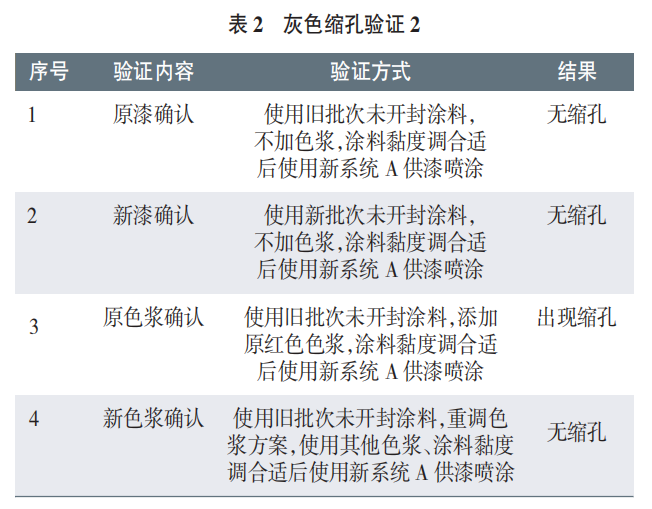
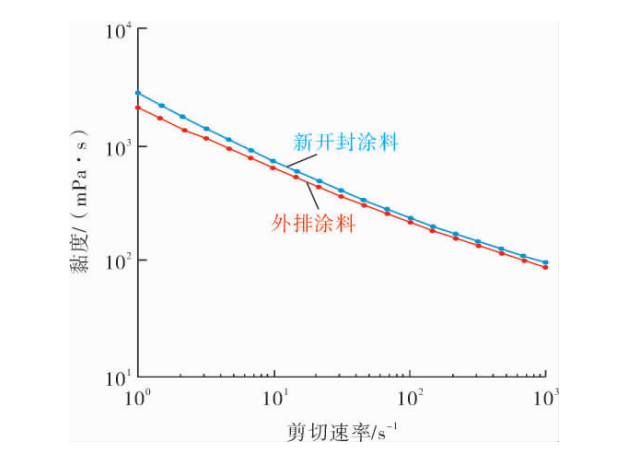
涂装缩孔主要指由于低表面张力物质附着在待涂装工件表面或混入涂料内,导致工件涂装后漆面呈现的较深的凹陷状缺陷。缩孔是汽车涂装生产过程中比较难解决的弊病,其返修过程复杂,通过一般的打磨、 抛光修饰方法无法消除;由于生产中使用的材料、设备、环境等相对复杂,排查时间较长,难度较大,难以做到根除缩孔。 本文结合乘用车某涂装线的缩孔案例,探讨车身涂装缩孔的几种原因,并提出解决对策。 1 缩孔排查步骤缩孔可能是人员、底材、涂料、设备和环境等单一 或多方面的污染物质导入引起的,涉及面广,需要排查的因素众多,短时间内无法逐一验证排查。结合现场缩孔问题解决的经验,笔者总结缩孔排查的一般步骤有以下 4 个。 1.1 缩孔表观确认缩孔发生后,需明确缩孔所达涂层位置,是中涂层、色漆层或仅只是清漆层;缩孔中心是否有核,缩孔是否为较规则圆形,一般带核缩孔考虑是底材带来或者环境颗粒掉落导致等。 1.2 缩孔发生规律的统计统计缩孔发生的颜色规律、部位规律或时间规律有助于锁定缩孔的排查方向。如仅单一颜色发生,则色漆材料被污染的可能性较大;如仅开线后一段时间缩孔率高,则考虑喷涂用压缩空气不洁净导致;如水平面发生概率远大于竖直面,则极可能是空调送风系统被污染。 1.3 判断大致的污染源通过不同颜色、车型、时段的缩孔规律,利用控制变量的思维对部分相关因素进行排除,进而锁定缩孔源的大概工艺段和缩孔因素的大致范围。如同样的中涂、同样的生产条件, A、B 两种颜色缩孔率有明显差别,可以排除底材污染、擦净材料人员污染、中涂污染、设备、环境等因素影响,锁定污染来源为色漆。 1.4 单因素对比验证判断大致污染源后,为进一步确认污染物,需要进行单一因素确认。如判断为底材污染,可以通过酒精、溶剂擦拭验证;如判断为压缩空气污染,可以增加压缩空气排放频次验证;如判断为涂料自身污染,可以通过 置换涂料验证;如为输送系统异物,可以将涂料投入其他输送系统进行喷涂确认。 2 缩孔案列介绍2.1 涂料外来物污染导致缩孔2018 年 3 月中旬,乘用车涂装生产线某灰色漆暴发缩孔,缩孔呈规则圆形,车身左右均有出现;缩孔达到中涂层,中心无颗粒状核,见图 1。 该灰色为套色漆,喷涂车身 B 级面。其施工工艺有别于其他 3C2B,是在中涂闪干条件下“湿碰湿”喷涂的色漆,工艺流程为:电泳车身→喷整车中涂→喷灰色漆→中涂烘干→喷罩光清漆→面漆烘干→精饰。缩孔仅出现在灰色喷涂区域,中涂其他颜色未出现缩孔,可以排除电泳车身、人员、中涂段材料、压缩空气、环境、烘房等因素影响;大致判断为供漆系统受污染或涂料自身弊病导致。进一步验证见表 1 ~ 2。 表 1 验证 1 和验证 2 两组验证结果都出现缩孔, 仍无法确定缩孔源。进一步现场调查,由于灰色漆色差波动,调漆过程中需要额外加入红色色浆进行现场调 色,该方案可以使用其他色浆替代,因此针对色浆开展验证。通过上述验证,最终判定该灰色缩孔污染源为红色色浆。后续置换系统内涂料,重新制定色浆方案,不再使用原色浆;后涂料供应商调整涂料,现在不再添加色浆,灰色漆缩孔问题也随之消除。 2.2 涂料循环裂化导致缩孔2019 年 1 月 21 日,生产线涂装暴发批量缩孔,日缩孔不良率达到 10.30%,缩孔颜色分布规律见表 3。 其中 80%以上的缩孔是黑色,与黑色同中涂的金色缩孔占比不到 3%;从单颜色缩孔率看,排除各颜色产量影响,黑色缩孔率也远远高于其他颜色,因此判定缩孔问题是由黑色涂料导致。现场紧急以相同批次涂料置换系统内涂料后,第 2 天缩孔数量明显下降,统计单颜色缩孔率,黑色缩孔率降低到 3%。 对黑色外排涂料样品和同批次新开封涂料样品进行对照喷涂试验,结果见表 4。 从表 4 的对照试验可以看出,原系统内的涂料已经存在缩孔问题,测量不同剪切速率下的黏度,外排涂料和新开封涂料的黏度曲线差异较大(见图 2),判定涂料已经发生裂化。 经咨询涂料专家,判断为现场循环系统休眠状态背压过大,涂料长时间受高剪切力影响导致裂化,车间设备管理人员通过改善将休眠状态背压调低到 0 ~ 0.1 MPa 后,该问题未再复发。 2.3 涂料异常导致缩孔2019 年 5 月初,精饰线反馈面漆缩孔异常增加,日面漆缩孔不良率达到 9.8%,且呈上涨趋势。技术员查看实车缩孔,发现缩孔只发生在清漆层,色漆层完好;统计发现主要颜色的缩孔率均在 9.3%以上,平时缩孔率最高不到 3%;发生部位左右比较均匀,水平面也无异常增多;色漆湿膜检查未见缩孔,清漆湿膜状态下可以检出缩孔,缩孔湿膜状态和烘干后的数量、部位基本一致。判定为罩光清漆站污染导致缩孔,对污染源的排查如下所列。 2.3.1 机器人辅助材料污染 经维修人员确认,清漆机器人近期仅做杯头清洗、表面擦拭清洁等处理,使用溶剂为清漆配套清洗溶剂,该批次首次使用为 3 月中旬,期间未出现缩孔异常,判定机器人不存在污染隐患。 2.3.2 喷涂用压缩空气影响调查 检查空压站压缩空气出口空气露点为-49.6 ℃,满足压力露点在-20 ℃以下的要求;对清漆机器人端的压缩空气进行吹气喷板再现,10 组板子均未出现缩孔,仅其中 2 块板子湿膜出现少量凹陷缺陷,流平烘干后消除。判定压缩空气质量合格。 2.3.3 涂料影响调查 检查罐内使用涂料批次为 1904-0302,该批次首次使用时间为 4 月 26 日,至缩孔批量暴发,已经使用3500kg,无不良反馈;实做检查,调漆工加料操作无异常;系统内涂料更新量大于 500 kg,不存在长期搅拌导致裂化;利用中午停线时间,使用新批次涂料置换系统内涂料,统计当日不同批次缩孔率,1904-0302 批次缩孔率达到 18.7%;而新批次的缩孔率仅为 0.5%。 判断后面加入的 1904-0302 批次清漆存在缩孔问题。 取新开封的 1904-0302 批次和新批次清漆进行 MS 缩 孔试验,结果见表 5。 表 5 结果说明:1904-0302 批次清漆涂料存在缩孔隐患,车间将相关信息反馈给涂料供应商,由供应商开展涂料改善,同时约定涂料 MS 缩孔检测标准由 4 h提高到 24 h 无缩孔异常才允许涂料入场,后续生产未再发生此类问题。 3 结语缩孔直接影响中面漆质量和客户的感观,是涂装常见的质量缺陷,目前尚无完全根除的方式方法,只能通过加强操作的日常监管、原材料入场质量控制等进行稳定控制。造成缩孔的因素众多且复杂,按部就班逐项排查会耽误大量时间,应用排除法可以极大缩短查找时间,再使用对照试验查明问题来源,针对问题根源控制才能做到现场质量的稳定,这也是我们需要长期努力的方向。 【文献】 浅谈车身涂装中面涂缩孔原因及对策 作者 雷敬钦,潘少华,田乾位 (东风柳州汽车有限公司,广西 柳州 545005)
| 
















 已绑手机
已绑手机 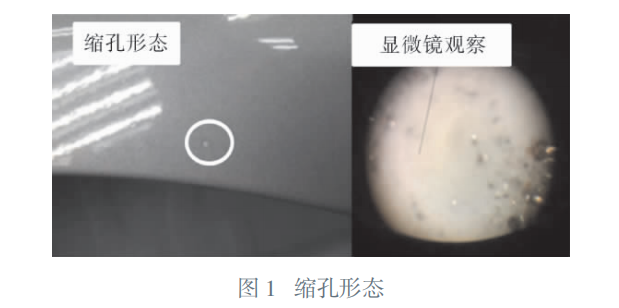



 提升你的主题卡
提升你的主题卡 24小时置顶卡
24小时置顶卡 变色卡
变色卡 千斤顶
千斤顶
